
2. Утврдити присуство пукотина, корозије, наслага. Проверите стање навоја. Ако су пронађени недостаци непоправљиви. Замените блок.
3. Проверите да ли на зидовима цилиндра има уреза и металних омотача.
4. Измерите пречник сваког цилиндра на граничнику горњег компресијског прстена, затим на средини хода и на дну. Напомена Током мерења, јединица мора да стоји на равној површини.
Измерите прво дуж пречника паралелног са осовином радилице, а затим у правцу који је окомит на осу.
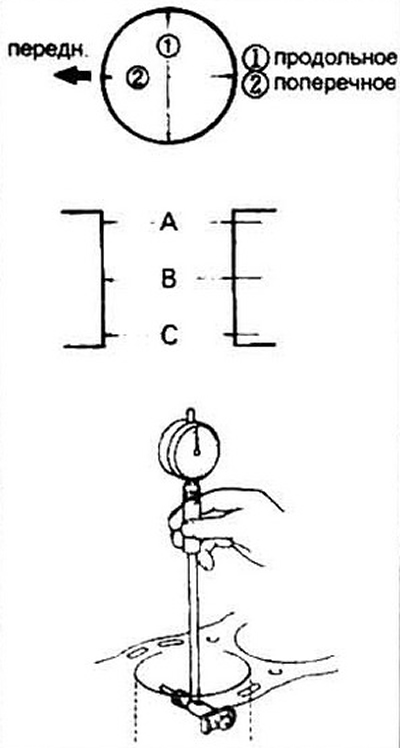
Сл. 15.4 Горе. Места за мерење пречника цилиндра: А - зона заустављања горњег прстена у ТДЦ; Б - средина курса; Ц је дно цилиндра.
На дну. Мерење пречника телескопским мерачем. Користите микрометар да одредите праву вредност пречника.
5. Упоредите резултате мерења са подацима из спецификације.
6. Ако немате довољно прецизне мерне опреме за обављање ових радова, онда можете измерити зазор клипа / чауре на други, али мање тачан начин, односно равним мерачем.
7. За обављање посла потребан је мерач за мерење тачне дебљине, који одговара потребном зазору, дужине око 300 мм.. Поставите пипач дуж зида цилиндра, управно на осу радилице.
8. Клип треба да се креће у цилиндру уз средњи напор.
9. Ако клип падне или се помера са малом силом, зазор је превелик и потребан је нови клип.Ако клип загризе доњи део чауре и слободно излази кроз врх, цилиндар је истрошен.
10. Поновите сва мерења за преостале цилиндре.
11. Ако на зидовима цилиндра има металног омотача или огреботина, или је хабање зидова изнад дозвољеног опсега, блок треба избушити и избрусити. Након бушења, потребна је уградња клипне групе величине поправке.
12. Ако је стање зидова препознато као добро, а хабање не прелази дозвољени опсег, довољно је само нанети хоне мрежу (види пар 16).
13. Ремонтне величине клипова се производе веће од номиналне вредности за 0,25 мм и 0,5 мм.
14. Измерите савијање спојне равни блока са стране главе.Ако је савијање ван опсега, потребно је обновити раван обрадом.
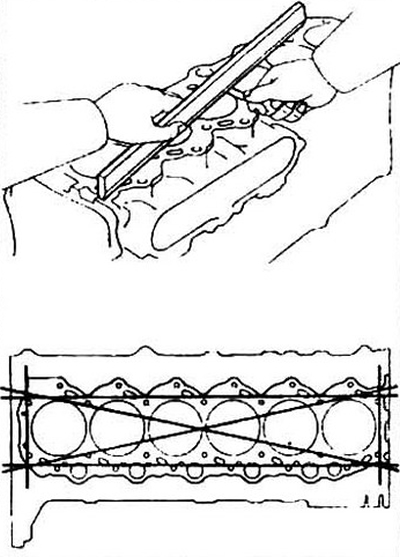
Сл. 15.14 Горе. Мерење савијања блока равно-паралелном шипком и мерачем.
На дну. Правац мерења кривљења