
Badanie
1. Zmierz zużycie i zbieżność w kierunkach X i Y w trzech płaszczyznach w każdym cylindrze, jak pokazano.
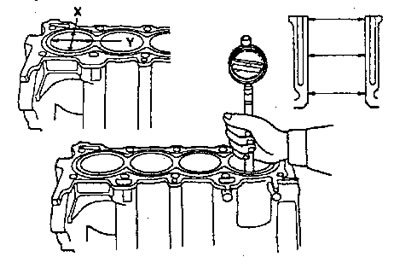
Rozmiar otworu cylindra:
Silniki A16A2, V16A4, V1BA5, V16A6:
- Wartość nominalna: 81,00-81,02 mm
- Wartość operacyjna: 81,07 mm
Inne silniki:
- Wartość nominalna: 75,00-75,02mm
- Wartość operacyjna: 75,07 mm
Rozszerzony rozmiar:
Silniki А16А2, В16А4, В16А5, В16А6:
- Wzrost o 0,25 mm: 81,25-81,27 mm
Inne silniki A16A2, V16A4, V16A5, V16A6:
- Wzrost o 0,25 mm: 75,25-75,27 mm
- Wzrost o 0,50 mm: 75,50-75,52 mm
Stożek otworu (różnica pomiędzy pomiarem w pierwszej i trzeciej płaszczyźnie)
- Wartość graniczna: 0,05 mm
Jeśli wymiary otworów w którymkolwiek cylindrze są większe niż podwyższona wartość eksploatacyjna, należy wymienić blok. Jeśli blok wymaga ponownego wywiercenia, powtórz sekcję "Sprawdzanie luzu tłoka" po nudzie.
Uwaga: Porysowane lub postrzępione otwory cylindrów należy naostrzyć.
Nudne wartości graniczne:
Silniki V16A2, V16A4, V16A5, V16A6:
- Zwiększ otwór o 0,25 mm;
Inne silniki:
- Powiększ otwór o 0,50 mm
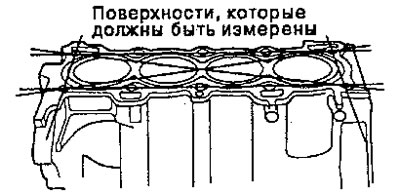
2. Sprawdź górną płaszczyznę bloku pod kątem zgięcia. Zmierz wokół krawędzi i przez środek, jak pokazano.
Wypaczenie bloku cylindrów:
Silniki V16A2, V16A4, V16A5, V16A6:
- Wartość nominalna 0,05 mm
- Wartości operacyjne: 0,08 mm
Inne silniki:
- Wartość nominalna: 0,07 mm
- Wartości operacyjne: 0,10 mm
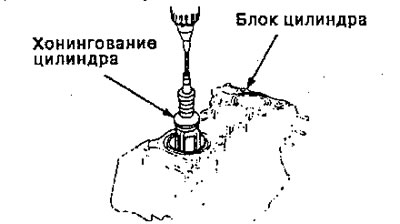
Honowanie otworów
1. Zmierz otwory cylindrów. Jeśli blok jest ponownie używany, cylindry należy honować i ponownie zmierzyć otwory.
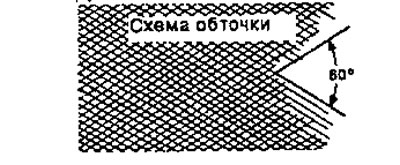
2. Do honowania otworów cylindrów należy używać chłodziwa i drobnego kamienia (wielkość ziarna 400 jednostek konwencjonalnych) z krzyżującą się ścieżką ziaren co 60 stopni.
Notatka.
- Używaj wyłącznie twardej osełki o ziarnistości 400 lub drobniejszego materiału ściernego, takiego jak Sunnen, Amrnco lub odpowiednik.
- Nie używaj zużytych lub połamanych kamieni ściernych.
3. Po zakończeniu honowania dokładnie oczyść blok silnika ze wszystkich cząstek metalu. Umyj otwory cylindrów gorącą wodą z mydłem, następnie osusz i natychmiast pokryj olejem, aby zapobiec tworzeniu się rdzy.
Uwaga: Nigdy nie używaj rozpuszczalnika, spowoduje to jedynie redystrybucję naprężeń.
4. Jeżeli po honowaniu do wartości użytkowych nadal pozostają rysy i wyszczerbienia, należy ponownie wywiercić blok cylindrów.
Uwaga: Dopuszczalne są lekkie pionowe rysy i wyszczerbienia, pod warunkiem, że nie są głębokie i nie utknie w nich paznokieć oraz nie przebiegają przez całą długość otworu.
Uwaga: Po honowaniu dokładnie umyj cylindry wodą z mydłem; Szlifowane są tylko otwory z zadrapaniami lub wyszczerbieniami.
Notatka. Po honowaniu dokładnie umyj cylinder wodą z mydłem.