
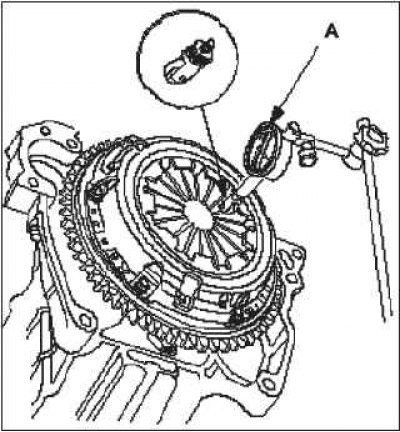
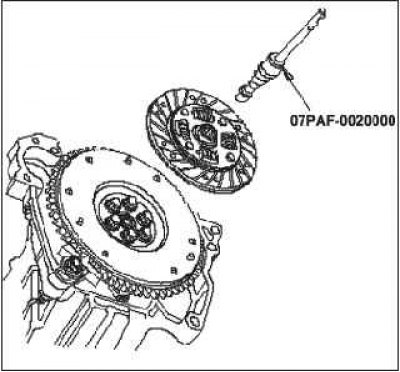
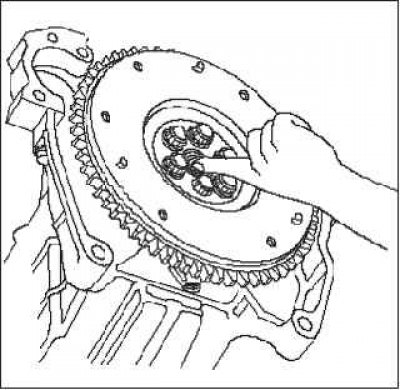
2. Instalirajte specijalni alat.
3. Kako biste spriječili deformaciju, odvrnite vijke koji pričvršćuju pritisnu ploču A unakrst u nekoliko koraka. Zatim uklonite potisnu ploču.
4. Provjerite ima li na površini tlačne ploče A istrošenosti, pukotina i znakova pregrijavanja.
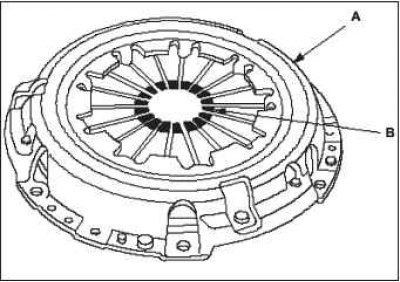
5. Provjerite istrošenost latica opruge B dijafragme u području kontakta s ležajem za otpuštanje.
 |  |
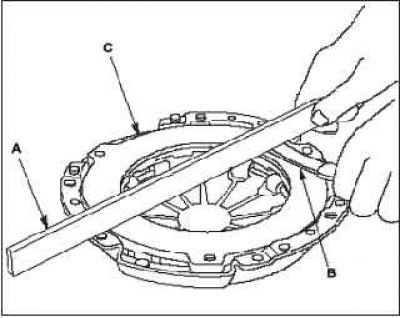
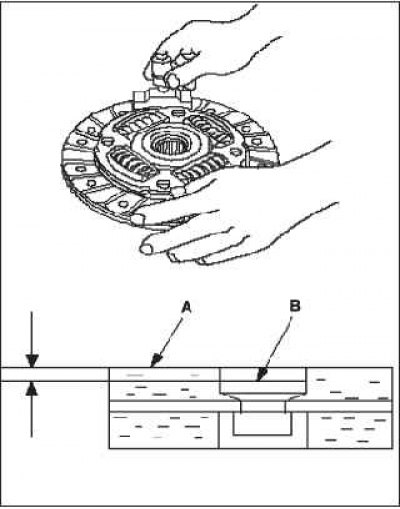
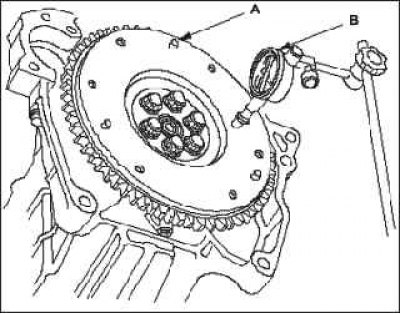
6. Provjerite jesu li kontrolno ravnalo A i kalibrirana sonda B deformirani. Izvršite mjerenja duž dijagonale pritisne ploče C. Ako su rezultati mjerenja izvan radne vrijednosti, zamijenite pritisnu ploču.
- Standard (novi): 0,03 mm.
- Radni raspon: max. 0,15 mm.
7. Uklonite potisnu ploču i specijalni alat.
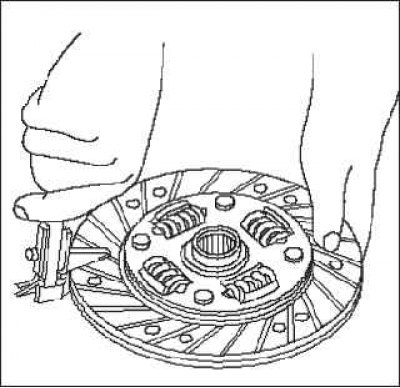
8. Provjerite ima li na tarnoj ploči kvačila tragova ulja. Ako je tarni disk pocrnio od pregrijavanja ili je zauljen, zamijenite ga.
9. Izmjerite debljinu tarnog diska. Ako su rezultati mjerenja izvan raspona, zamijenite tarnu ploču.
- Standard (novi): 7,15-7,85 mm.
- Radni raspon: maksimalno 5,0 mm.
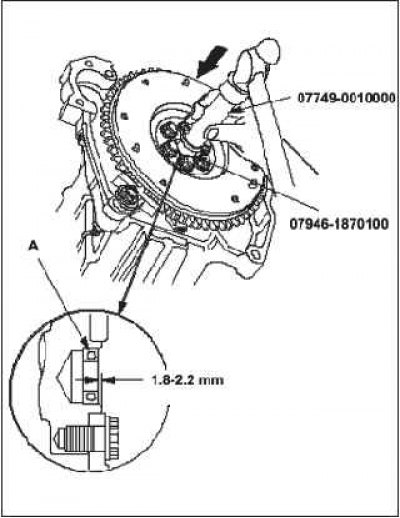
10. Izmjerite udaljenost od površine tarne obloge A do glava zakovice B na obje strane diska. Ako su rezultati mjerenja izvan raspona, zamijenite tarnu ploču.
- Standard (novi): 0,9-1,4 mm.
- Radni raspon: maksimalno 0,2 mm.
 |  |
Pregled ležaja vodilice
1. Okrenite prstom unutarnji prsten ležaja pilota. Rotirajte pilotski ležaj glatko i tiho. Uvjerite se da vanjski prsten ležaja pilota dobro priliježe uz zamašnjak. Ako se prsten ne okreće glatko, tiho ili ne naliježe dobro na koljenasto vratilo, zamijenite pomoćni ležaj.
Zamjena vodećeg ležaja
1. Uklonite vodeći ležaj A pomoću posebnog alata.
2. Ugradite novi vodeći ležaj A u radilicu pomoću posebnog alata. Lagano podmažite površinu ležaja.
 |  |
Provjera zamašnjaka
1. Provjerite ima li zupčanika zamašnjaka istrošenosti i oštećenja.
2. Provjerite kontaktnu površinu zamašnjaka s tarnim diskom kvačila na istrošenost, pukotine i znakove pregrijavanja.
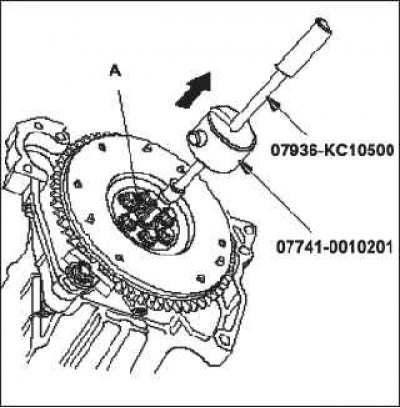
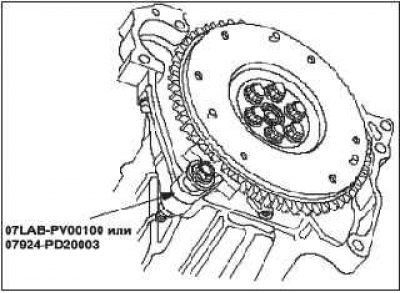
3. Izmjerite istrošenost tarne površine A zamašnjaka pomoću brojčanika okretanjem zamašnjaka montiranog na motor najmanje dva okretaja. Primijenite pritisak na zamašnjak dok se okreće kako biste eliminirali utjecaj zazora u ležajevima radilice na rezultate mjerenja. Ako istrošenost premašuje radne granice, zamijenite zamašnjak i ponovno provjerite. Ponovno nanošenje površine zamašnjaka se ne preporučuje.
- Standard (novi): 0,1 mm.
- Radni raspon: max. 0,2 mm.
 |  |
Zamjena zamašnjaka
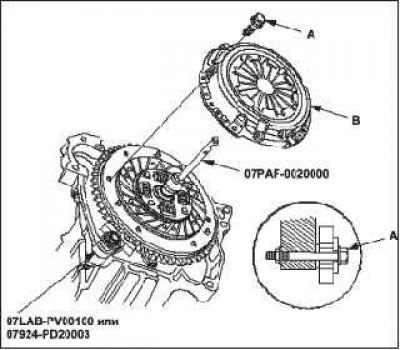
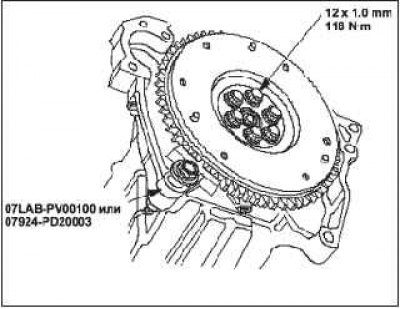
1. Instalirajte specijalni alat.
2. Odvijte pričvrsne vijke zamašnjaka poprečno u nekoliko faza. Zatim uklonite zamašnjak.
3. Ugradite zamašnjak na radilicu i namjestite pričvrsne vijke.
4. Postavite alat i zategnite pričvrsne vijke zamašnjaka u križnom uzorku u nekoliko koraka.
 |  |
Ugradnja tlačnih i tarnih diskova
1. Ugradite držač prstenastog zupčanika.
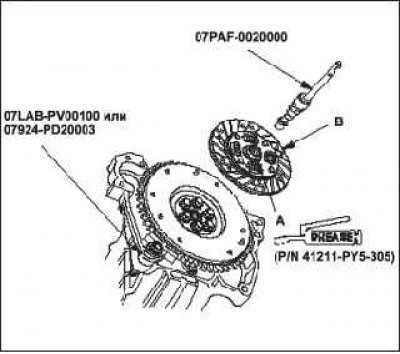
2. Nanesite mast UM 264 (P/N 41211-PY5—305) na žljebove A na ploči kvačila B, zatim ugradite lamelu kvačila pomoću posebnih alata.
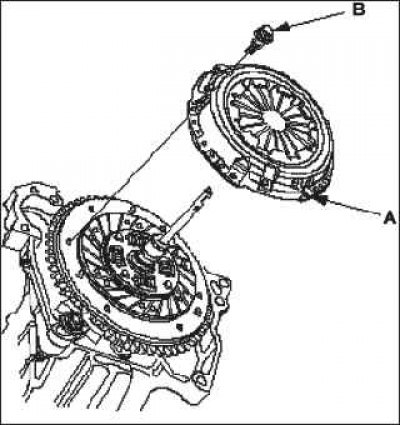
3. Postavite potisnu ploču A i zategnite pričvrsne vijke B.
4. Zategnite pričvrsne vijke unakrsno. Zatezanje treba provesti u nekoliko faza kako bi se spriječila deformacija opruge dijafragme.
5. Uklonite specijalni alat.
 |  |
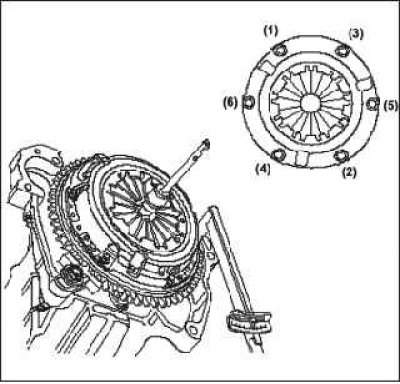
6. Provjerite jesu li jezičci opruge dijafragme na istoj visini.