
2. Determine the presence of cracks, corrosion, deposits. Check the condition of the thread. If the defects found are beyond repair. Replace block.
3. Inspect the cylinder walls for nicks and metal enveloping.
4. Measure the diameter of each cylinder at the stop of the top compression ring, then at mid-stroke and at the bottom. Note During measurements, the unit must stand on a level surface.
Measure first along the diameter parallel to the crankshaft axis, then in the direction perpendicular to the axis.
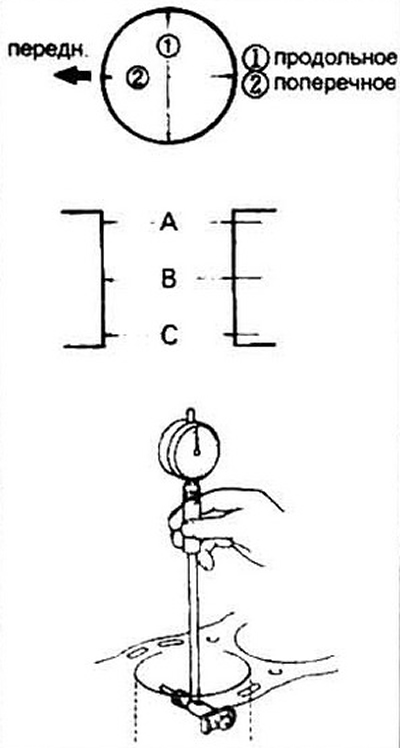
Pic. 15.4 Above. Places for measuring the cylinder diameter: A - stop zone of the upper ring at TDC; B - the middle of the course; C is the bottom of the cylinder.
At the bottom. Measuring the diameter with a telescopic gauge. Use a micrometer to determine the true diameter value.
5. Compare the measurement results with the specification data.
6. If you do not have enough accurate measuring equipment to perform these works, then you can measure the piston / sleeve clearance in another, but less accurate way, namely with a flat feeler gauge.
7. To perform the job, a feeler gauge of the correct thickness, corresponding to the required clearance, is required, about 300 mm long. Position the feeler gauge along the cylinder wall, perpendicular to the axis of the crankshaft.
8. The piston should move in the cylinder with medium effort.
9. If the piston falls or moves with little force, the gap is too large and a new piston is required. If the piston bites at the bottom of the sleeve and freely exits through the top, the cylinder is worn.
10. Repeat all measurements for the remaining cylinders.
11. If there is metal enveloping or scuffing on the walls of the cylinder, or the wear of the walls is beyond the allowable range, the block should be bored and honed. After boring, the installation of a piston group of repair size is required.
12. If the condition of the walls is recognized as good, and the wear does not go beyond the permissible range, it is enough just to apply a hone mesh (see par 16).
13. Repair sizes of pistons are produced more than the face value by 0.25 mm and 0.5 mm.
14. Measure the warping of the mating plane of the block from the side of the head. If the warping is out of range, it is necessary to restore the plane by machining.
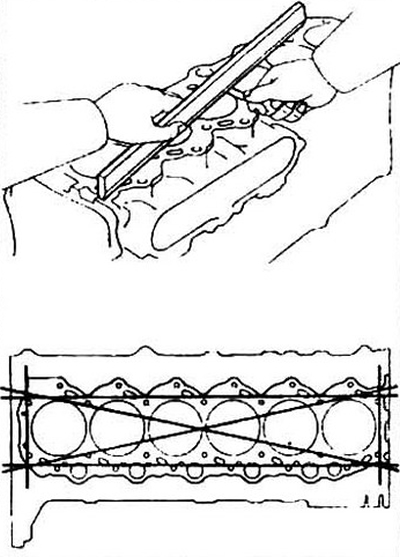
Pic. 15.14 Above. Measurement of block warping with a plane-parallel bar and a feeler gauge.
At the bottom. Warping measurement direction