
2. Lay out the connecting rod and piston assemblies with ring sets on the work surface of the workbench. From now on every set of rings will be tough "tied" to your piston. Now you can start measuring the gaps in the locks of the rings.
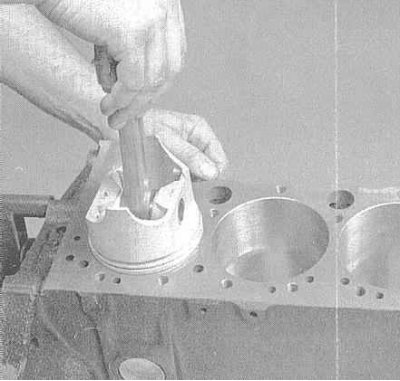
3. Fill the top (first) compression ring inside the first cylinder of the engine and align it perpendicularly by pushing down the piston crown. The ring should be in the region of the lower limit of the working stroke of the rings in the cylinder.
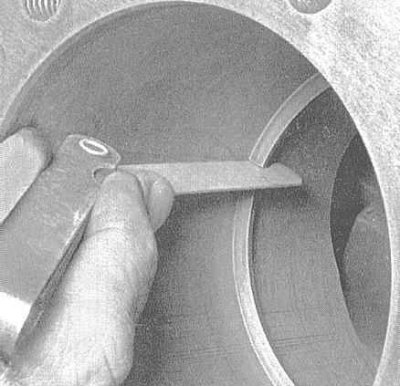
4. Determine the gap in the ring lock using a blade-type feeler gauge. Blade (I) the probe should slide tight in the lock. Compare the measurement result with the requirements of the Specifications. If the gap is out of the permissible range in one direction or another, first of all, once again make sure that the rings are not mixed up.
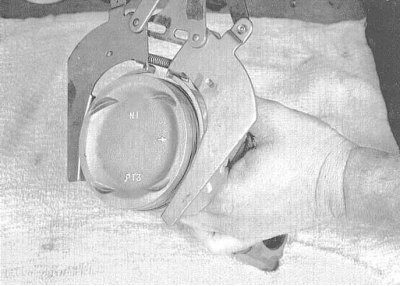
5. If the gap is too small, it can be enlarged by boring with a fine toothed file. Clamp the rectangular file in a vise, then lock the ring over the file so that the end of the latter is inside the circle of the ring. Slowly pull the ring towards you, removing excess metal from its ends in the lock. When you reach the end of the file, remove the ring, check the gap again, repeat the procedure if necessary.
Attention! In no case do not push the ring away from you onto the file, as this will cause the edges of the lock to converge and there is a high risk of metal destruction.
6. Excessive clearance is not a crime if it does not exceed the limit specified in the Specifications. Once again, make sure that the purchased sets of rings meet the needs of your car engine in terms of their characteristics.
7. Repeat the procedure for the remaining rings (second compression and oil scraper) piston of the first cylinder, then for all other pistons. Remember that now each set of rings is uniquely "tied" to its piston, on which it should be installed.
8. Having checked and properly corrected the gaps in the locks of the rings, you can start putting them on your pistons.

9. The oil scraper is put on the piston first (bottom) ring. The oil scraper ring consists of three separate sections. First, fill the oil scraper ring expander into the lower groove of the piston. If the reamer is equipped with an anti-rotation tongue, make sure that the latter is in the counterdrill in the piston groove. Now install the lower working section of the ring into the groove.
To avoid accidental damage to the working sections of the oil scraper ring, do not use any tool to install them - just insert one end of the section into the groove under / above the expander, press it firmly with your finger and, moving along the perimeter of the ring, fill the rest. Lastly, the upper working section of the ring is installed.
10. Having seated all three components of the oil scraper ring in the lower groove of the piston, check the freedom of rotation (slip in the groove) upper and lower working sections.
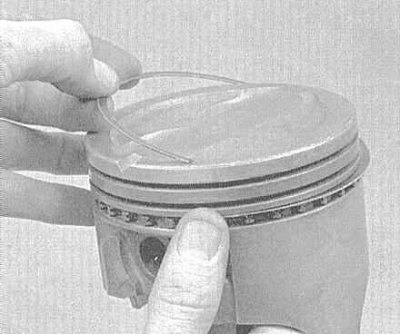
11. Install the second compression ring next. The ring must be installed with the marking facing up (to the bottom of the piston).
Note. Strictly follow the instructions of the ring manufacturers, which are usually printed on the packaging of the kit. Do not confuse the second compression ring with the first (top) - they have different cross sections.
12. Using a special expander and making sure that the ring is turned with the marking up, put it in the middle groove on the piston. Try not to spread the ring lock more than is really necessary to smoothly put it on the piston.
13. Proceeding in a similar manner, install the first (top) compression ring (marking up). Try not to confuse the top ring with the second one.
14. In a similar manner, ring all remaining pistons one by one.