

Примечание: Если направляющие втулки изношены (см. выше), замените их (см. ниже) до обработки седел клапанов.
2. Осторожно обработайте седло с углом заточки 45°, снимая лишь столько металла, сколько требуется для обеспечения гладкой концентрической поверхности седла.
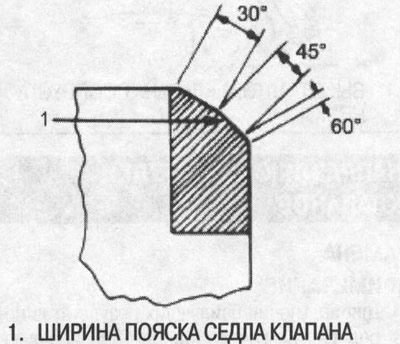
3. Снимите фаску с верхней кромки седла под углом 30°, а с нижней кромки - 60°. Проверьте ширину пояска седла клапана и внесите соответствующие коррективы.
4. Сделайте еще один легкий проход с углом заточки 45° и удалите возможные заусенцы, созданные при обработке другим инструментом.
Ширина пояска седла клапана:
| Стандарт (новый): | Впуск: | 0,85-1,15 мм |
| Выпуск: | 1,25-1,55 мм | |
| Предел: | Впуск: | 1,6 мм |
| Выпуск: | 2,0 мм |
5. После перешлифовки седла проверьте, равномерно ли прилегает клапан к седлу: Нанесите состав с содержанием сурика на рабочую поверхность клапана, вставьте клапан на первоначальное место в головке цилиндров, затем приподнимите и несколько раз прижмите к седлу.

6. Фактическая поверхность прилегания, обозначенная составом с содержанием сурика, должна располагаться по центру седла.
- Если она располагается слишком высоко (ближе к штоку клапана), следует провести повторную обработку с углом заточки 60° и «опустить» ее, затем пройтись еще с углом заточки 45° и восстановить ширину пояска седла клапана.
- Если она располагается слишком низко (ближе к кромке клапана), следует провести повторную обработку с углом заточки 30° и «поднять» ее, затем пройтись еще с углом заточки 45° и восстановить ширину пояска седла клапана.
Примечание: Завершающий проход следует всегда делать с углом заточки 45°.
7. Вставьте впускные и выпускные клапаны в головку цилиндров и измерьте высоту штока клапана после установки.
Высота штока впускного, выпускного клапана после установки.
- Стандарт (новый): 53,17-53,64 мм
- Предел: 53,89 мм
8. Если высота штока клапана после установки превышает указанный предел, замените клапан и проведите повторную проверку. Если она все еще превышает предел, замените головку цилиндров; седло клапана в головке слишком глубокое.
