
2. Определите наличие трещин, коррозии, отложений. Осмотрите состояние резьбы. Если обнаруженные дефекты не поддаются ремонту. Замените блок.
3. Осмотрите стенки цилиндра на задиры и наволакивание металла.
4. Измерьте диаметр каждого цилиндра в зоне остановки верхнего компрессионного кольца, затем в середине хода и в нижней части. Примечание во время измерений блок должен стоять на ровной поверхности.
Измерения проводите сначала по диаметру, параллельному оси коленвала, затем в перпендикулярном оси направлении.
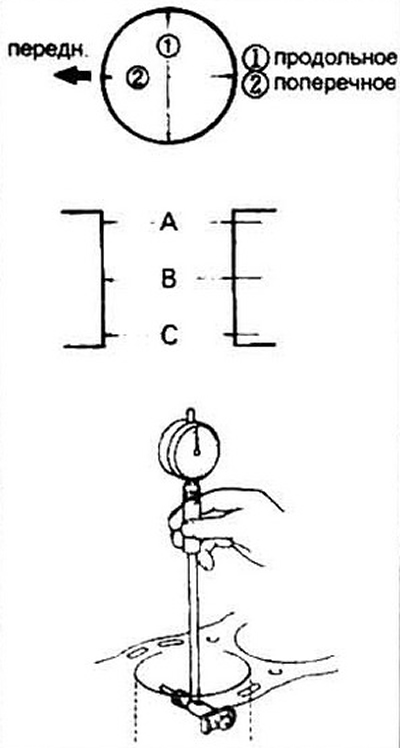
Рис. 15.4 Вверху. Места измерений диаметра цилиндра: А - зона остановки верхнего кольца в ВМТ; В - середина хода; С - низ цилиндра.
Внизу. Измерение диаметра телескопическим калибром. Работайте микрометром для определения истинного значения диаметра.
5. Сравните результаты измерений с данными спецификации.
6. Если у вас нет достаточно точного измерительного оборудования для выполнения этих работ, то можно измерить зазор поршень/гильза другим, но менее точным способом, а именно с помощью плоского щупа.
7. Для выполнения работы требуется щуп нужной толщины, соответствующий требуемому зазору, длиной около 300 мм Расположите щуп вдоль стенки цилиндра, перпендикулярной оси коленвала.
8. Поршень должен перемещаться в цилиндре со средним усилием.
9. Если поршень падает или передвигается под действием малого усилия, зазор слишком велик и требуется новый поршень Если поршень закусывает в нижней части гильзы и свободно выходит через верх, то изношен цилиндр.
10. Повторите все измерения для остальных цилиндров.
11. Если на стенках цилиндра есть наволакивание металла или задиры, либо износ стенок выходит за пределы допустимого, блок следует расточить и отхонинговать. После расточки требуется установка поршневой группы ремонтного размера.
12. Если состояние стенок признано хорошим, а износ не выходит за пределы допустимого, достаточно только нанести сетку хона (см. п 16).
13. Ремонтные размеры поршней выпускают больше номинала на 0.25 мм и 0.5 мм.
14. Промерьте коробление привалочной плоскости блока со стороны головки Если коробление выходит за пределы допустимого, необходимо восстановить плоскость с помощью машинной обработки.
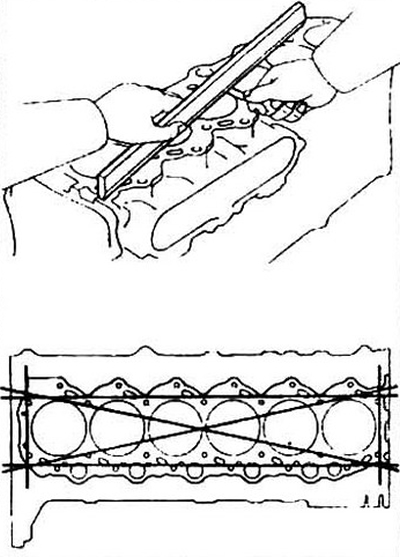
Рис. 15.14 Вверху. Измерение коробления блока плоскопараллельным бруском и щупом.
Внизу. Направление измерений коробления